


 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201510774044.4申请日:2015.11.14国家/省市:中国广东(44)&
申请号:201510774044.4 申请日:2015.11.14
国家/省市:中国广东(44)
公开号:105437094A
公开日:2016.03.30
主分类号:B24D 11/00(2006.01)
分类号:B24D 11/00(2006.01)
申请人:东莞金太阳研磨股份有限公司
发明人:方红; 农忠超; 卞振伟
代理人:汤东凤
代理机构:北京科亿知识产权代理事务所(普通合伙)(11350)
申请人地址:广东省东莞市大岭山镇大环路东66号
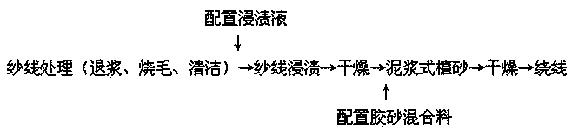
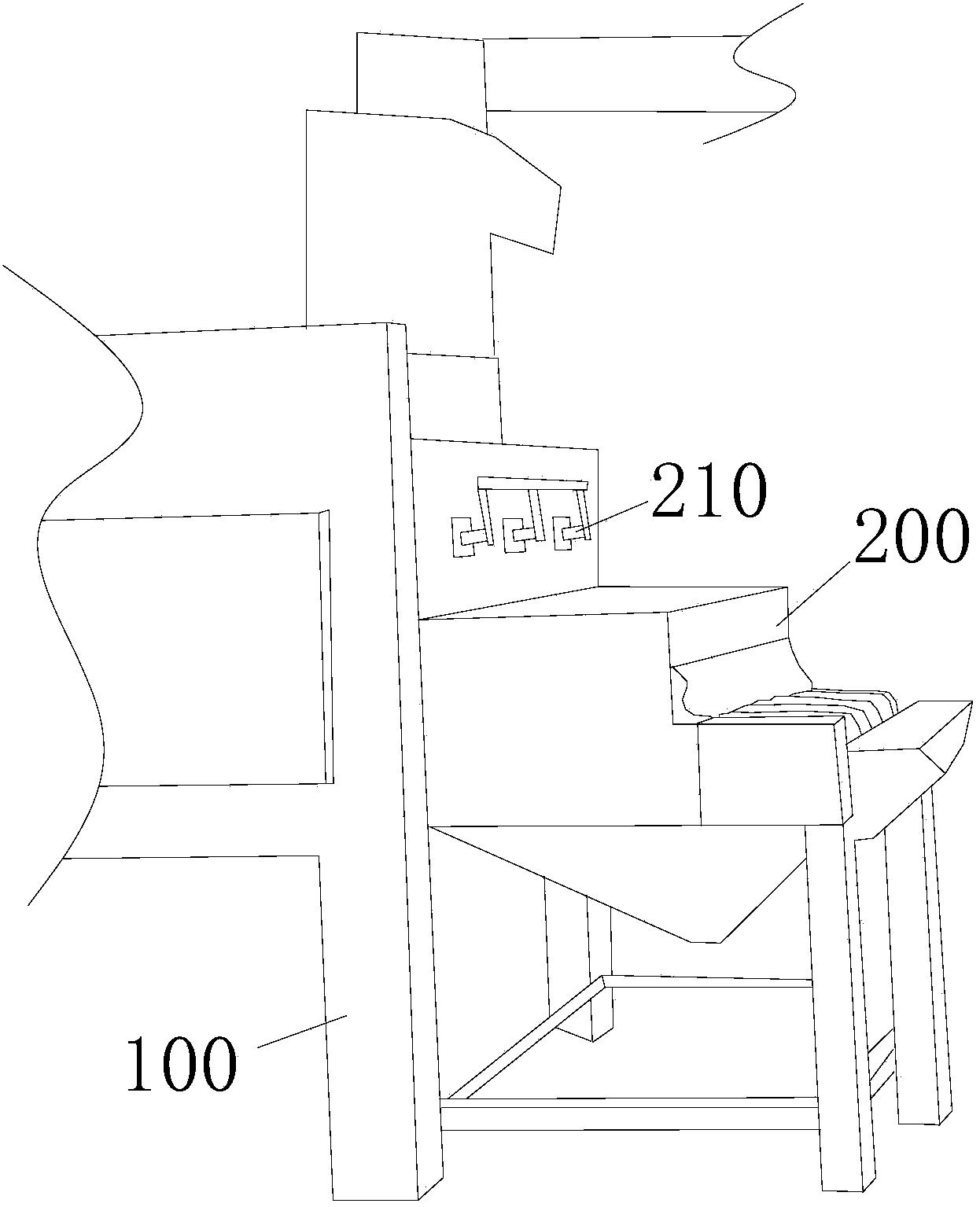
摘要:本发明公开了一种砂线生产工艺及设备,所述砂线生产工艺步骤如下:a、纱线进行退浆、烧毛及清洁处理;b、浸渍液对纱线进行浸渍处理后80℃-90℃干燥处理;c、配置胶砂混合料对纱线进行泥浆式植砂;d、80℃-90℃干燥处理后绕砂线;所述浸渍液的配方按重量份的组分:水性胶粘剂100份,丙烯酸柔韧剂20份,渗透剂2份;所述胶砂混合料的配方按重量份的组分:水性胶粘剂100份,磨料60份,分散剂1份,流平剂2份,增稠剂0.5份;所述砂线生产设备依次包括有开卷机构、砂浆槽、刮刀、干燥箱、三个平刀、干燥箱及收卷机构。本发明具有耐磨性,专业用于佛珠、宝石、玉石首饰等装饰品及其他孔径的内孔打磨与抛光,解决各种内孔加工时打磨抛光的问题的优点。
主权利要求:1.一种砂线生产工艺及设备,其特征在于:所述砂线生产工艺步骤如下:a、纱线进行退浆、烧毛及清洁处理;b、浸渍液对纱线进行浸渍处理后采用红外加热方式,80℃-90℃干燥处理;c、配置胶砂混合料对纱线进行泥浆式植砂;d、采用红外加热方式,80℃-90℃干燥处理后绕砂线。









 豫公网安备41019702003645号
豫公网安备41019702003645号