

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201410312140.2申请日:2014.07.02国家/省市:中国西安(87)
申请号: 201410312140.2 申请日: 2014.07.02
国家/省市: 中国西安(87)
公开号: 105269277A
公开日: 2016.01.27
主分类号: B23P 15/02(2006.01)
分类号: B23P 15/02(2006.01)
申请人: 西安航空动力股份有限公司
发明人: 马辉; 张婵; 冯全全; 赵赟; 张新东
代理人: 杜永保
代理机构: 11008
申请人地址: 陕西省西安市未央区凤城十路
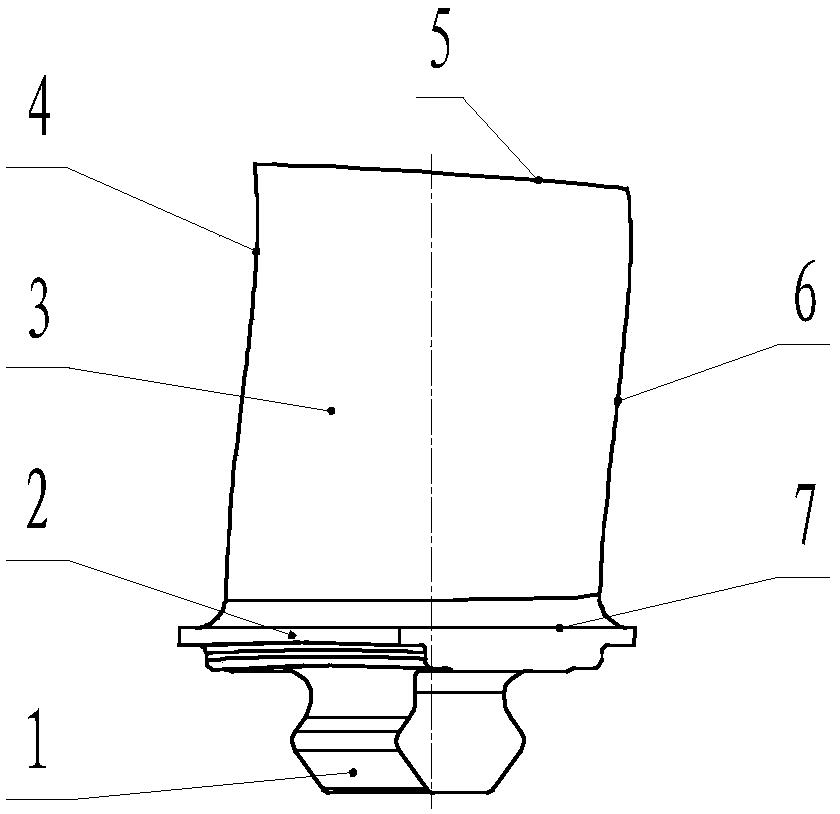
摘要: 本发明属于航空发动机压气机叶片加工技术,本发明提供一种航空发动机压气机圆弧齿榫头叶片加工方法,包括:将带有根部工艺凸台和叶尖工艺凸台的叶片毛料装夹在数控铣床上,对叶片的进气边和排气边进行粗铣;将粗铣后的叶片装夹在定位浇注夹具中,用低熔点合金对叶片进行浇注,浇注后的叶片外形为长方体;数控铣床夹持浇注后的长方体叶片,粗铣出位于叶片根部的榫头和缘板,去除叶片根部工艺凸台;在六轴缓进磨削中心上将榫头精磨成圆弧齿形状;将长方体叶片放入熔化炉,加热到180℃,待低熔点合金熔化后取出叶片;以榫头定位装夹,在数控砂带磨床上精磨进气边和排气边;以榫头定位装夹,在数控线切割机床上加工叶尖,去除工艺凸台。
主权利要求 1.一种航空发动机压气机圆弧齿榫头叶片加工方法,其特征在于,包括:步骤1、将带有根部工艺凸台和叶尖工艺凸台的叶片毛料装夹在数控铣床上,对叶片的进气边和排气边进行粗铣;步骤2、将粗铣后的叶片装夹在定位浇注夹具中,用低熔点合金对叶片进行浇注,浇注后的叶片外形为长方体;步骤3、数控铣床夹持浇注后的长方体叶片,粗铣出位于叶片根部的榫头和缘板,去除叶片根部工艺凸台;步骤4、在六轴缓进磨削中心上将榫头精磨成圆弧齿形状;步骤5、将长方体叶片放入熔化炉,加热到180℃,待低熔点合金熔化后取出叶片;步骤6、以榫头定位装夹,在数控砂带磨床上精磨进气边和排气边;步骤7、以榫头定位装夹,在数控线切割机床上加工叶尖,去除工艺凸台。









 豫公网安备41019702003645号
豫公网安备41019702003645号